
- �Wվ�ͷ�
- �Wվ�����Ԓ
0571-85132819
���ٷ�ĩע����Σ�MetalInjectionMolding���nj��F������ע����μ��g�����ĩұ���I���������ϳ��ι�ˇ�W���߷��ӻ��W����ĩұ��ˇ�W�ͽ��ٲ��όW�ȶ��W�ƶ��ɵ�һ�N�㲿�����͡��������Ρ����g�����I���u�鮔��*���T���㲿�����μ��g��֮һ�����ψD���ǽ��ٷ�ĩע�����������X݆��
MIM���g����������Parmatech��˾��1973��l������ʮ������W���S�������Լ��ձ�Ҳ��Ͷ��O�����_ʼ�о�ԓ���g����ʹ��õ�Ѹ���ƏV���e���ڰ�ʮ�������ԓ���g���F�a�I���ԁ������@����ͻ�w���M�İlչ���a��ÿ�궼���@���ٶ����f������Ŀǰ��ֹ�����������W���ձ���ʮ�������Һ͵^��һ�ٶ�ҹ�˾����ԓ��ˇ���g�ĮaƷ�_�l�������c�N�۹�����
�ձ��ڸ�����ʮ�ַe�O�����ұ��Fͻ�����S�������ʽ��������cMIM��ˇ���ƏV���ã��@Щ��˾����̫ƽ����١�������䓡��������F�������䓡�ס�ѵVɽ������������������ͬ����䓵ȡ�Ŀǰ�ձ�����ʮ��Ҍ��I����MIM�a�I�Ĺ�˾����MIM�aƷ���N�ۿ�ֵ���ѳ��^�W��ֱ������MIM���g�ѳɞ���������I�зdz����S��ǰ�ؼ��g�I��������ұ���ИI���_���Լ��g��
���ٷ�ĩע����Σ�MIM���Ĺ�ˇ����
MIM�Ĺ�ˇ���̞飺���ٷ�ĩ��ճ�Y�����쟒��ע����͡�Ó֬�����Y����̎����
��1�����ٷ�ĩ
MIM��ˇ���õĽ��ٷ�ĩ�w���ߴ�һ����0.5��20��m������Փ���v���w��Խ�����ȱ���eҲԽ��Խ���ڳ��ͺ͟��Y�������y�ķ�ĩұ��ˇ�t���ô���40��m���^�ַ�ĩ��
��2���ЙCճ�Y��
�ЙCճ�Y����������ճ�Y���ٷ�ĩ�w����ʹ�������ע��C��Ͳ�мӟ�������׃�Ժ͝����ԣ���ճ�Y���ǎ��ӷ�ĩ���ӵ��d�w����ˣ�ճ�Y�����x����������ĩע����͵��P�I�����ЙCճ�Y����Ҫ��飺�������٣����^�ٵ�ճ�Y����ʹ����Ϯa���^�õ���׃�ԣ��ڲ���������ȥ��ճ�Y�����^�����c���ٷ�ĩ�����κλ��W����������ȥ��������Ʒ�Ȳ�����̼��
��3������
�ѽ��ٷ�ĩ�c�ЙCճ�Y��������һ��ʹ���Nԭ�ϳɞ�ע������û���ϡ�����ϵľ���̶�ֱ��Ӱ��������ԣ��Ķ�Ӱ�ע�����ˇ�����Լ�*�K���ϵ��ܶȼ��������ܡ�
��4��ע�����
������ˇ�^���c����ע�����ˇ�^����ԭ������һ�µģ����O��l��Ҳ������ͬ����ע������^���У��������ע��C��Ͳ�ȱ��ӟ�ɾ�����׃�Ե��������ϣ������m����ע�䉺����ע��ģ���У����ͳ�ë����ע�����ë�������^�ϑ�����һ�£��Ķ�ʹ��Ʒ�ڟ��Y�^���о����տs��
��5����ȡ����ë��
�ڟ��Yǰ���ȥ��ë���������е��ЙCճ�Y����ԓ�^�̷Q����ȡ����ȡ��ˇ��횱��Cճ�Y����ë���IJ�ͬ��λ�����w��֮�g��Сͨ����u�ų�����������ë���ď��ȡ�ճ�Y�����ų�����һ����ѭ�Uɢ���̡�
��6�����Y
���Y��ʹ���Ó֬ë���տs�ܻ��ɞ����һ���M�������ܵ���Ʒ���M����Ʒ�������c���Yǰ���S�ˇ�������P�������S����r�£����Y��ˇ��*�K��Ʒ�Ľ���M�������������ܴ������Q���Ե�Ӱ푡�
��7����̎��
���ڳߴ�Ҫ���^�龫�ܵ��������Ҫ�M�б�Ҫ�ĺ�̎�����@�����c��Ҏ������Ʒ�ğ�̎��������ͬ��
��늄����¼�݆�U�p��늙C���z�X݆���Լ���p��늙C�����X݆�đ����ϣ��K�ݾS��WintoneZ33��ĥ�o���X݆�����ϣ����Ԏ�������Q�����}��
1.POM��PA66�X݆�������^����ĥ��ƣ���Բ���Ć��}��
2.PA12��TPEE�X݆��̫ܛŤ��̫С����ĥ�Բ�����60�z�϶����ϕr��Ť���½����^�졣
3.POM��PA66�X݆�����g�Բ����Լ����X�Ć��}��POM�X݆���ܼ���ĥ�p��м���Ć��}��
4.����46�X݆�Ľ����Բ��ߴ���ˮ��Ӱ푱��^��
Z33��������һ��g��ĥ�������ϣ����X݆������*�@�������c�ǣ���ĥ���o�������g�����g�Ҳ���ˮ��Ӱ푡�Z33���ϵĵ��ͳɹ����Þ飺С�͜p���X݆�䡢늄��ƗU����܇�D��ϵ�yEPS�X݆����Ħ���X݆�����͙C݆�����������܇����늙C�X݆��늄���횵��ȵȂ����X݆��
MIM�Ĺ�ˇ���c���c�����ӹ���ˇ�ı��^��
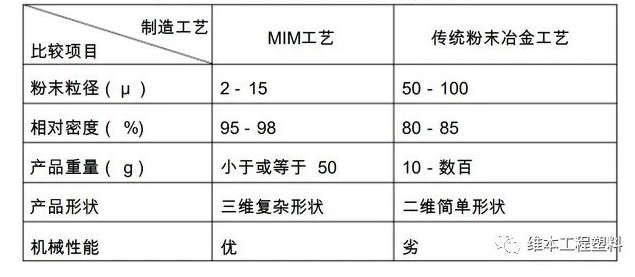
MIMʹ�õ�ԭ�Ϸ�ĩ������2��15��m�������y��ĩұ���ԭ�Ϸ�ĩ���������50��100��m��MIM��ˇ�ij�Ʒ�ܶ��^�ߣ������ܶ��_95%��98%�������y��ĩұ��ˇ�����ܶȃH��80%��85%����Ҫԭ����MIM��ˇʹ������ĩ����MIM�ĮaƷ����ͨ��С��400�ˣ����y��ĩұ��ĮaƷ������ʮ�����ٿˣ�MIM�ĮaƷ�Π���������S���s�Π���y��ĩұ��ĮaƷ�Π�ͨ������S�����ΠMIM��ˇ���Ђ��y��ĩұ��ˇ�ă��c�������Π����ɶȸ��ǂ��y��ĩұ��ˇ�������_���ġ����y��ĩұ��ˇ�ܵ�ģ�ߏ��Ⱥ�����ܶȵ�Ӱ푣������Π�������S�A���͡�
���y�ľ����T��Ó�﹤ˇ��һ�N�������s�Π�aƷ����Ч���g�������ʹ����о�o����������ɪM�p��������죬���ܵ���о�����Լ��TҺ�����Ե����ƣ�ԓ��ˇ�Դ���ijЩ���g�y�}��һ����ԣ�ԓ��ˇ�������������^����m��������s�Π��С������t��MIM��ˇ�^����m��
���T��ˇ�����X���\�Ͻ�����c�͡��TҺ���������õIJ��ϣ�ԓ��ˇ�ĮaƷ����ϵ����ƣ��䏊�ȡ���ĥ�ԡ����g�Ծ���һ���ȡ�MIM��ˇ���Լӹ���ԭ���τt�^�ࡣ
�����T�칤ˇ�mȻ�������aƷ�ľ��Ⱥ͏��s�Ⱦ�������ߣ����ԱȲ���ÓϞ��ˇ��MIM��ˇ����ĩ�����һ���Ҫ�İlչ�����m�����B�U�����a���졣����һ����ԣ���칤���П�̎���ijɱ���ģ�ߵĉ���߀���І��}���Դ��Mһ����Q��
���y�Cе�ӹ���ˇ���Ԅӻ���������ӹ���������Ч���;������ИO����M�������ڻ�����������Ó���_���ӹ���܇���١�㊡�ĥ���@�ס�����ȣ����������Π�ļӹ����Cе�ӹ������ļӹ������h���������ӹ����������������ϵ���Ч�����ʵͣ������Π������������O���c���ߣ���Щ����o���ÙCе�ӹ���ɡ��෴��MIM������Ч���ò��ϣ��������ƣ�����С�͡����y���Π�ľ�����������죬MIM��ˇ���^�Cе�ӹ����ԣ���ɱ��^����Ч�ʸߣ����к��ĸ�������
MIM���g�����c���y�ӹ��������������Ǐ��a���y�ӹ������ڼ��g�ϵIJ����o��������ȱ�ݡ�MIM���g�����ڂ��y�ӹ���������������I���ϰl�]�����L��
MIM�Ƴ̺͂��y��ĩұ�ı��^
MIM��ˇ���㲿�����췽��ļ��g����
��1���ɳ��߶ȏ��s�Y���ĽY�����
ע�����ˇ���g����ע��Cע����ͮaƷë�������C���ϳ�ֳ�Mģ����ǻ��Ҳ�ͱ��C������ߏ��s�Y���Č��F�������ڂ��y�ӹ����g�������ɂ��eԪ���ٽM�ϳɽM���ķ�ʽ����ʹ��MIM���g�r���Կ��]���ϳ������Ć�һ��������p�ٲ��E�������ӹ�����MIM�c�������ټӹ��������^����Ʒ�ߴ羫�ȸߣ������M�ж��μӹ���ֻ���������ӹ���ע�����ˇ��ֱ�ӳ��ͱ��ڡ����s�Y��������Ʒ�Π��ѽӽ�*�K�aƷҪ������ߴ繫��һ�㱣���ڡ�0.1����0.3���ң��e���ڽ����y���M�ЙCе�ӹ���Ӳ�|�Ͻ�ļӹ��ɱ����p���F�ؽ��ٵļӹ��pʧ���������Ҫ���x��
��2����Ʒ�^�M�������ܶȸߡ����ܺ�
�ډ��Ƽӹ��^���У�����ģ���c��ĩ�Լ���ĩ�c��ĩ֮�g��Ħ������ʹ�É��Ɖ����ֲ�������Ҳ�͌����ˉ���ë�����^�M���ϲ������@�Ӿ͕���ɉ��Ʒ�ĩұ����ڟ��Y�^�����տs��������˲��ò����͟��Y�ض��Ԝp���@�NЧ�����Ķ�ʹ��Ʒ��϶�ȴ��������Բ�ܶȵͣ�����Ӱ���Ʒ�ęCе���ܡ���֮��ע�����ˇ��һ�N���w����ˇ��ճ�ӄ��Ĵ��ڱ����˷�ĩ�ľ����Ų����Ķ�������ë���^�M���ϵIJ������M��ʹ���Y��Ʒ�ܶȿ��_������ϵ���Փ�ܶȡ�һ����r�£����ƮaƷ���ܶ�*��ֻ���_����Փ�ܶȵ�85%����Ʒ�ĸ������Կ�ʹ�������ӣ��g�Լӏ�����չ�ԡ���늌����Եõ����ƣ���������ߡ�
��3��Ч�ʸߣ����ڌ��F��������Ҏģ�����a
MIM���gʹ�õĽ���ģ�ߣ��������������ע����;�ģ���ஔ������ʹ�ý���ģ�ߣ�MIM�m��������Ĵ��������a����������ע��C���ͮaƷë�����O�����������aЧ�ʣ����������a�ɱ�������ע����ͮaƷ��һ���ԡ��؏��Ժã��Ķ����������Ҏģ�����I���a�ṩ�˱��C��
��4���m�ò��Ϸ������������I��V韣��F�����ͺϽ𣬸���䓣����P䓣����y�Ͻ�Ӳ�|�Ͻ�
������ע����͵IJ��Ϸdz��V����ԭ�t���κοɸߜ؝��Y�ķ�ĩ���Ͼ�����MIM��ˇ�����������������y���칤ˇ�е��y�ӹ����Ϻ����c���ϡ����⣬MIMҲ���Ը����Ñ�Ҫ���M�в����䷽�о�����������M�ϵĺϽ���ϣ����ͺϲ��ϳ��͞������ע�������Ʒ�đ����I���ѱ鼰�������I���ЏV韵��Ј�ǰ����
��5��MIM��ˇ����������ĩ�����ܼ��ٟ��Y�տs����������߲��ϵ����W���ܣ����L���ϵ�ƣ�ډ��������ܸ����͡����������g�������ܡ�
MIM���g���I��
��1��Ӌ��C�����o���Oʩ�����ӡ�C�������о��ײ��S�N��������ȣ�
��2�����ߣ����@�^�����^�����졢���@������㊵����_�^����Ͳ�����֡�늹����ߣ��ֹ��ߵȣ�
��3���������ߣ���횤����朡�늄���ˢ���������L�ȡ��ߠ������^���錚札h���A��P�������оߵ��^���㲿����
��4���t���Cе������������C�μܡ���������ӵȣ�
��5��܊�����������β������֧��������^��ˎ���֡�����������ȣ�
��6��������������ӷ��b�����R�_�������������������ȣ�
��7���Cе������������ޙC�������C����߅�C���k���Cе�ȣ�
��8����܇��������������x�����ȭh���β��ס��������ס����T���ܡ�ͬ��ݞ����ȫ���Ҽ��ȡ�
��늄�ĥ�_�����z�X݆�đ����ϣ��K�ݾS����������WintoneZ33��ĥ�o���X݆���ù������ϣ����Ԏ�����Q��Ҏ��POM�������X݆������ĥ��ƣ���Բ����������^��Ȇ��}��
WintoneZ33����һ��g��ĥ�������ϣ����X݆������*�@�������c�ǣ���ĥ���o�������g�����g�Ҳ���ˮ��Ӱ푡�
��С�͜p���X݆�䡢늄��ƗU����܇�D��ϵ�yEPS�X݆����Ħ���X݆�����͙C݆�����������܇����늙C�X݆�ȵȹ��I�X݆�đ����ϣ��c���y��POM��PA66��ȣ�WintoneZ33���и��õ���ĥ�ԡ��o�������ԡ���ƣ���ԺͿ���׃������Z33�ڱ��������Ä��Ե�ͬ�r���Mһ�������ˏ��Ժ��g�ԣ��@�N�����ęCе�����ڔz��-40�ȡ�0�Ⱥ�80�ȶ��б��ֺ��w�F�������Ԏ�����Q�X݆���X���}��ͬ�r����Ƚ���Ħ�������������ú���^��WintoneZ33Ҳ���ڲ�����ĥ����Ҏ���POM��PA66������ķ���ϩ����ͪ�����f���ԣ���
��С�͜p���X݆����ĥ�o���X݆�đ����ϣ�Z33����ĥ��ƣ���ԃ��ڂ��y��PA12��TPEE�������ϣ���ͬ�r��߀������QPA12��TPEE�Еr��Ť������Ć��}������Z33���и��õijɱ����ݡ�
���⣬Z33���кܺõ����g�ԣ��������ںܶ������½��|����W���|�ć����h��������PCB�O���X݆��ӡȾ�����Cе�ϵ��X݆��Һ��ϵ�y�ē�Ȧ���ܷ�Ȧ���ȵȣ��ɹ�����r���F��PEEK��PA12��PVDF��PTFE��PA46��TPEE�IJ��֑����I������Z33��������٣��C��������ˮ�ݵ�Ӱ푺�С�������bWintoneZ33ע��ǰ����Ҫ��ǰ���ϣ�����ֱ��ע�ܣ�ע����o��ˮ̎����
���ٷ�ĩע����Σ�MIM���Ј�Ҏģ��������ּ�څ��
ȫ�����������ӡ���܇���t������𡢙Cе�ȶ����I��Ď����£�ȫ��MIM�Ј��������L���AӋ2026�ꌢ�_��52.6�|��Ԫ������2019-2026��ͺ�������L�ʣ�CAGR����7.87%��δ��������ӮaƷ�������L�Լ�MIM�����㲿�������y��ˇ�����㲿����������صĎ����£�ȫ��MIM�Ј��Ԍ�������ðlչ��
�Ї����S��MIM��ˇ���g�����죬�Լ���MIM���g�J֪�̶ȵ��Mһ�����MIM�aƷ����ӮaƷ����܇���t������𡢙Cе���I��đ��������࣬��2012���_ʼ���҇�MIM�ИI�_ʼ�w�ٰlչ���Ј�ҎģҲ�����U��2019�����MIM�Ј�Ҏģ�_��67�|Ԫ���c2018��������L17.5%��
������ַ���
���ИI������ց��������I��Ҏģ�Ɍ��ИI��MIM��I�֞�����������ꠣ�
*��꠵�MIM��I����Ҏģ��2�|Ԫ���ϣ������^�����аl������������Ҫ�͑�����HƷ�ƻ����֪��Ʒ����I����Ҫ����ӡ��Indo-MIM�����������_�������ӡ����пƼ������Y�߿ơ������y��ȫ�|��ȣ�
�ڶ���ꠣ�������������*��ꠣ���Ҫ�����Ʒ����I�������aMIM�㲿���aƷ���͑����ж������^�ߣ�
������ꠣ�ͨ����I�����w���g�аl����Ŀǰ߀���^�������Hͨ�^�O���ُ�ú��ˆT����O�M����С������MIM�aƷ���a������2019�꣬�҇����MIM���a��I��܇�g200��ҡ�
���ٷ�ĩע����Σ�MIM���ИI�İlչڅ��
�錍�FMIM�aƷ���Mһ���ƏV���ИI����I��Ҫ�������I�������ИIǰ�ؼ��g�M���о��_�l���ԔU��MIM�aƷ�ڸ����I����m���ԣ�MIM�ИI�İlչ���ʬF����څ�ݣ�
��1�����Α��õĶ�Ԫ���lչ
�S���҇�MIM�ИI������lչ����MIM��I������������g�����������ԓ�ռ������Ј����~��Ŀǰ�����҇�MIM�ИI�У�������I�ѽ��߂��^���ļ��g��������ͨ�^���ИIǰ�ؼ��g�ij��m�о����Ƅ�MIM�aƷ�����������������܉��m���ڸ�������ήaƷ�����糬�����߾���MIM�aƷ���аl���������M��ӮaƷ�p������y�İlչڅ�ݣ������磬ͨ�^ι�ϼ�ģ�ߵ��о����_�l���Mһ������MIM�aƷ�ߏ��s�ȡ��߾��ȡ��ߏ��ȡ����^���������ԣ���ʹMIM�aƷ����܇���켰�t����е�ȶ�Ԫ�I����ƏV���á�
��2�����g��ˇ�ď��s���lչ
�mȻ�Ї�MIM���g�ѽ��ӽ����H���Mˮƽ���������ڼ��g��ˇ�����ԣ��ڲ����I���ԟo��Ҏģ������MIM���g���Դ����^���g�lչ���g����ˣ���ĩע����Ρ������ע����μ���ע����εȼ��g��ˇ���ɞ��ИI����Ҫ�lչ������ĩע����Ό���ʹMIM�aƷ���С�������ķ���lչ�������ע�����ͨ�^�p��ճ�Y����������aƷ�ߴ磬�Ƅӳ���ߴ�MIM�aƷ�đ��ü��ռ�����ע������܉��Բ����c�Ǵ��Բ��ϡ�Ӳ�|�����cܛ�|���ϡ���늲����c�^�������ЙC�Y�ϣ��Ķ���Ч����MIM�aƷ�m���ԡ�
��3�������wϵ�Ķ�Ԫ���lչ
�F�A�Σ��Ї�MIM�aƷ���Բ��P䓼��F���Ͻ��ĩ��ԭ���ϣ��aƷ�V�����������M��ӵ��I���S�������I���϶�Ԫ�����aƷ�p�����Ȳ������IJ����������F�в��P䓼��F���Ͻ�aƷ�џo����ȫ�m���Ј�������ˣ��ИI����I��Ҫ�S�Ј�����������MIM�aƷ�Ķ�Ԫ���������S��MIM�aƷ�����wϵ���Mһ���Ƅ��ИI���g�M����Ҏģ���L��
Ŀǰ��MIM�ИI�²��ϵ��аl��Ҫ�Ըߏ������g����p��P䓡��ߏ��ߌ����ʼ���~�Ͻ��Լ��߱ȏ�����������Լ��⁺Ͻ�Ȳ��Ϟ����c�����Ät������܇���t�������ȸ߶��I����lչ��
��4��ι��������څ��
�F�A���ИI����I��ι�����ⲿ��ُ���������ƻ�ι���Ƃ������ɞ��似�g�lչ�Ķ̰塣�S��MIM�aƷ���õ�����V��������ߏ��s�ȡ��߾��ȡ����ܶȡ����^������MIM�aƷ����Ҳ����ӿ�F����I������Ҫ�����͑��߶ȶ��ƻ��ĮaƷ������Ƃ䲻ͬ��ȵ�ι�ϣ��Ķ���͑��ṩ�����������MIM�aƷ���F�A�Σ��ٔ�MIM��I�ѽ��߂������Ƃ�ι�ϵ��������S��MIM�aƷ���õ�����V����δ����I��ι�����������ɞ�څ�ݡ�
���I�X݆�đ����ϣ��c���y��POM��PA66��ȣ�WintoneZ33���и��õ���ĥ�ԡ���ƣ���ԡ�����׃������Z33�ڱ��������Ä��Ե�ͬ�r���Mһ�������ˏ��Ժ��g�ԣ��@�N�����ęCе�����ڔz��-40�ȡ�0�Ⱥ�80�ȶ��б��ֺ��w�F�������Ԏ�����Q�X݆���X���}��ͬ�r����Ƚ���Ħ�������������ú���^��WintoneZ33Ҳ���ڲ�����ĥ����Ҏ���POM��PA66������ķ���ϩ����ͪ�����f���ԣ���ͬ�rZ33���кܺõ����g�ԣ��������ںܶ������½��|����W���|�ć����h��������ӡȾ�����Cе�ϵ��X݆��Һ��ϵ�y�ē�Ȧ���ܷ�Ȧ���ȵȣ��ɹ�����r���F��PEEK��PA12��PVDF��PTFE��PA46�IJ��֑����I������Z33��������٣��C��������ˮ�ݵ�Ӱ푺�С�������bWintoneZ33ע��ǰ����Ҫ��ǰ���ϣ�����ֱ��ע�ܣ�ע����o��ˮ̎����
����܇�Ӳ���đ����ϣ��c���y������66��PBT��ȣ�Wintone�������������ڱ����˃����Ą��ԣ��͟��Ժ�����ܵĻ��A�ϣ����������˲��ϵ��g�ԣ�����߽Ӳ���Ŀ������ԣ��e�ǵ͜��µĿ������ԣ����ṩ��һ��ȫ�µĽ�Q������ͬ�rWintone���ϵ���ˮ�ʺ�С��ֻ��PA66������֮һ����ˮ��Wintone��������ĽӲ��Ӱ푺��١�����WintoneZ63�����������Ժ��g�ԣ��������ڽӲ�������g���o��ˮ̎������ע�ܼӹ��r�������b��25�����Wintone���ϟo����ǰ�������ֱ��ע�ܡ�ͬ�rZ63�����������ԣ����S���s�ĽY�����������^�͵�ע�܉������ٶ��³��ͣ����Ԏ������ͽӲ���N��׃�ε��L�U��
�ڸ߉��Æ����y�ֵđ����ϣ��c���y��������POM������ȣ�WintoneZ63�ڱ����˃������Ե�ͬ�r�����������˲��ϵ��g�ԡ���ƣ�ڡ���ĥ����ˮ���ԣ���������ˮ���͟�ˮ�������Ԏ�����Q��Ҏ���������y�ֲ���ˮ���ĥ�Ĵ��࣬POM�����g�Բ����͉����_���������Ć��}��ͬ�rZ63�O�䃞�����ͻ��W�ԣ����Ԏ�����Q��Ҏ���ϣ�������POM�������y�ָ��g���ц��}������������;��ԣ��e�Ǒ��íh���^������ˎ�á���ˮ�����á���ˮ�õȵȣ�����Z63��������٣��C��������ˮ�ݵ�Ӱ푺�С�������bWintoneZ63ע��ǰ����Ҫ��ǰ���ϣ�����ֱ��ע�ܣ�ע����o��ˮ̎����
����܇ABS݆�ق������đ����ϣ�WintoneZG6�������Ͽ��Ԏ�����Q���y�IJ��w����PA66�������}ˮ�����g�Բ���Ć��}��ZG6��������Թ������ϣ������u�ز������gоƬ��ͬ�rZG6���о������õęCе���ܣ���PA612��PA12�����������ԣ��ɹ�������ٲ��w����PA612��PA12�IJ��֑����I�����⣬WintoneZG6�������ϵ���ˮ��ֻ������66������֮һ��ˮ��ZG6���Ĺ���ע�ܼ��ijߴ������Ӱ푺��٣������b��WintoneZG6���ϣ����Բ�����ֱ��ע�ܣ�ע����o��ˮ̎����
��Һ��ϵ�y��Ȧ�͌���h�đ����ϣ�WintoneZ33�Ɏ�����Q���y���ϑ��Õr��һЩ���}����POM����h��ĥ�F���ڜض�������60�����ϕr���W�����½��^��Ć��}����PA66��Ȧ����Û����ˮ�⣬�ߴ��������ý��Ӱ��^����ĥ����Ć��}����Ҏ�����~�۸���PTFE��Ȧ���W���ܲ���Ϳ����ľ����ԣ��Լ��ಽ����ϵ�y�ɱ��^�ߵĆ��}����ȩ�A������h���״����ԺͲ���h������WintoneZ33���䃞���ľC�����ܣ�����������ĥ�ԡ����õĿ���׃������׃�ԡ��h����POM��PA66�����g�ԡ������Ļ؏��ԺͿ��D��������*�rֵ���ԃr�ȣ������x�ĕr�ͫ@ȡ�������ݣ����L�ڑ��ú���C��Wintone���������ѳɹ�������փr���F��PEEK��PA12��PA46��PVDF��PTFE�đ����I������Z33��������٣��C��������ˮ�ݵ�Ӱ푺�С�������bWintoneZ33ע��ǰ����Ҫ��ǰ���ϣ�����ֱ��ע�ܣ�ע����o��ˮ̎����
�ڼ����Cе����đ����ϣ�Wintone����������һ����ĥ���g���g�͌��ù������ϣ����͑������X݆���S�ס����K���|Ƭ�����m�ȹ��ܼ����c���y��POM��PA66��ȣ�WintoneZ33���и����g�����W���ܣ����õ���ĥ�ԣ���ƣ���Ժ����g�ԡ�
���Ԏ�����QPOM�������g�Ժ͏��Բ����Еr��������ĥ�p������м������ĥ�Բ���ã���ĥ�F���������^������A�Ȇ��}��
���Ԏ�����Q�����������������ܺͳߴ��ܭh�����Ӱ푱��^������ˮ�⼰�ͻ��W�Բ���ã��͜����Еr������Ȇ��}����

��؟�������W�l������Ϣ��Ŀ�����ڂ���������Ϣ���c��վ�����o�P�����W�����Cԓ��Ϣ�����������������֡�ҕ�l�����l���������D����ȫ�����߲��փ��ݵĜʴ_�ԡ��挍�ԡ������ԡ���Ч�ԡ����r�ԡ�ԭ���Եȡ����P��Ϣ��δ���^���Wվ����C���������������κν��h�����˲������L�U�ԓ���
 ��վ֩���ģ�壺
�þ�ֻ�������о�Ʒ4|
������Ļ�������߲���|
���Բ��� ���徫Ʒ|
�й�ͬ������gayxxxx��ѵ�|
�������������Ļ������ѿ�|
�պ�ŷ����������|
ɫwww��Ʒ��Ƶ���߹ۿ�|
�պ�������|
���߹ۿ�91��Ʒ������ɫ|
���ö�����|
��������ӰԺ����������Ƶ|
��Ƶ���1����������|
������Ů50P|
����������ͺô�|
�����ۺ�ɫ�����鶹|
����ɫӰ���ۺ���|
��������������|
����ɫ���������|
�����ٸ������ҽ���69ӰԺ|
��������Ʒ�߹ۿ�����|
�þþ�Ʒ�������ۺ�һ������|
YELLOW��ѹۿ�������Ƶ|
������Ļ��66ҳ��������|
���쿴������������|
�����պ���Ƶ��ѹۿ�|
�����ձ�Ƭ��ѹۿ�|
������������|
���˰�Ů��Ͱ��ˬ��ѿ���Ƶ|
ɫ�������վ���߹ۿ�|
ŷ��һ������������Ʒ|
ŷ����Ƶ��Ʒ����|
��������CROPROATION���|
ŷ������aaa|
�й���̫��xxxhd|
�պ����������Ƶ|
������Ƶ�ۿ����������|
ŷ��һ������ӰԺ��ѵ�|
һ�������Ŀ����|
С������������Ů��|
������Ů����ͼ|
�������һ����������|
��վ֩���ģ�壺
�þ�ֻ�������о�Ʒ4|
������Ļ�������߲���|
���Բ��� ���徫Ʒ|
�й�ͬ������gayxxxx��ѵ�|
�������������Ļ������ѿ�|
�պ�ŷ����������|
ɫwww��Ʒ��Ƶ���߹ۿ�|
�պ�������|
���߹ۿ�91��Ʒ������ɫ|
���ö�����|
��������ӰԺ����������Ƶ|
��Ƶ���1����������|
������Ů50P|
����������ͺô�|
�����ۺ�ɫ�����鶹|
����ɫӰ���ۺ���|
��������������|
����ɫ���������|
�����ٸ������ҽ���69ӰԺ|
��������Ʒ�߹ۿ�����|
�þþ�Ʒ�������ۺ�һ������|
YELLOW��ѹۿ�������Ƶ|
������Ļ��66ҳ��������|
���쿴������������|
�����պ���Ƶ��ѹۿ�|
�����ձ�Ƭ��ѹۿ�|
������������|
���˰�Ů��Ͱ��ˬ��ѿ���Ƶ|
ɫ�������վ���߹ۿ�|
ŷ��һ������������Ʒ|
ŷ����Ƶ��Ʒ����|
��������CROPROATION���|
ŷ������aaa|
�й���̫��xxxhd|
�պ����������Ƶ|
������Ƶ�ۿ����������|
ŷ��һ������ӰԺ��ѵ�|
һ�������Ŀ����|
С������������Ů��|
������Ů����ͼ|
�������һ����������|

